

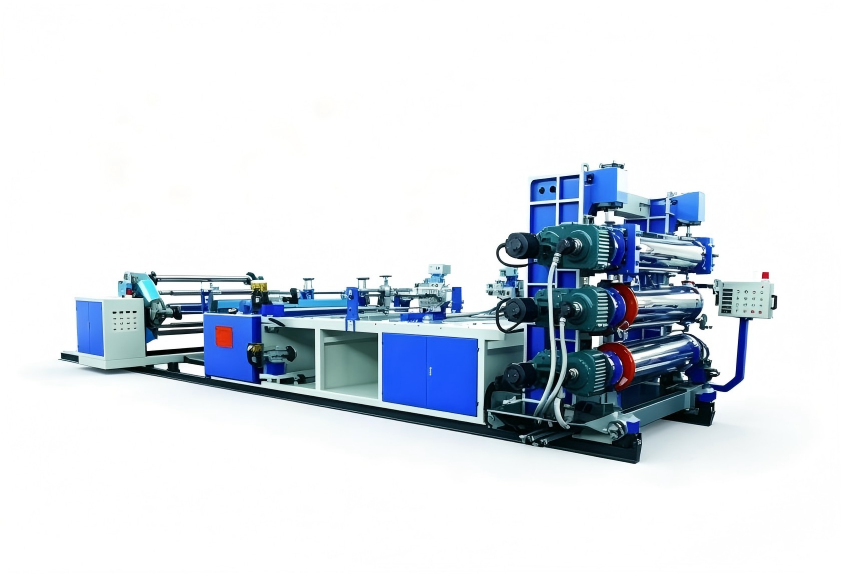
壓延片材厚度不穩怎么辦?先從這7個維度排查
壓延設備上游影響:從壓延片材厚度波動說起
一般來說,電線電纜料的日常生產過程里,壓延片材的厚度一致性,直接影響后續絕緣層的均勻性,還有最終的成品合格率,很多廠家明明核對過壓延機的所有參數都沒毛病,片材卻還是會出現局部偏薄,或者帶狀的波動,不少人第一反應就盯著輥筒間隙反復調整,反而忽略了更上游的塑化質量環節,實際上壓延設備的出片穩定性,至少有一半的原因,都出在它前面的混煉與供料環節,我們這篇就從溫控精度、填充系數和膠料預熱均勻性等維度,幫大家厘清背后的根本因素。
上游塑化質量是否穩定
壓延機對物料的適應能力其實有限,尤其當生膠與填料沒有經過充分混合,塑化度參差不齊的時候,片層結構在壓延過程里就會被拉伸變形,容易造成局部應力集中,還有厚度波動的問題。
密煉階段溫控系統的實際影響
溫控精度是衡量壓延設備上游品質的關鍵指標,如果密煉機的溫度控制偏差大,會導致同一批次膠料的門尼粘度不均,進入壓延機后,硬塊部分壓不薄,軟料部分還容易壓得過厚,這也能直接解釋為什么同樣是壓延機,有的能穩定在0.1mm公差以內,有的卻波動頻繁,優先檢修密煉機的溫控系統,通常情況下比調整壓延機輥距的效果更直接,這也是困擾許多電線電纜料生產企業的長期痛點之一。
避免出現“假性熟膠”
所謂假性熟膠,指的就是膠料表面溫度達標,但內部填料分散不足的狀態,一般來說這都是填充系數過低,或者混煉時間不足造成的,進入壓延設備后,這類膠料做出來的片材外觀看起來沒什么異常,到了后續擠出工序中就會出現焦燒,或者收縮不一致的情況,所以評估上游混煉狀態的指標,不能只有溫控儀表上的顯示數據,更要關注實際排膠的均勻性。

填充系數對混煉均勻度的影響
填充系數是指混煉室內膠料體積與工作室容積的比值,在壓延設備的前道工序中,填充系數設置得夠不夠精確,直接關系到物料的剪切強度,還有整體的混煉效率。填充系數過低的話,膠料在混煉室內被轉子帶動的次數減少,填料難以被充分剪切分散,導致壓延片材出現目視可見的斑點或條紋。填充系數過高的話,料溫上升速度過快,容易造成局部熱分解,同時熱量排出不暢,也會影響后續壓延設備進料的整體溫度一致性。針對電線電纜料生產場景,保持0.65~0.75的填充系數區間,再配合合適的轉子轉速,就是保障壓延片材均勻的基礎。
從設備選型看長期工藝穩定性
如果您正在評估新的壓延設備,或者配套的混煉機組,不能只看生產速度這一個參數,還要留意相關硬件配置對工藝穩定性的實際影響。不同形式的轉子,比如剪切型與分散型,在特定填充系數下的混煉效果差異很明顯,會直接影響下游壓延設備的進料穩定性。加熱冷卻介質方面,循環水與蒸汽控溫系統的響應速度,決定了密煉排膠溫度的重復精度,利拿實業可以根據客戶膠種和產能,提供不同溫控方式的非標定制方案,幫助壓延設備前的物料狀態更可控。
壓延片材的厚度波動,往往是從混煉環節開始的連鎖反應,如果您需要結合具體的膠種配方與產能要求,系統評估混煉工藝對壓延工序的影響,可與利拿實業技術團隊進一步溝通。
